华甸接地
1. 铸铜接地棒
铸铜接地棒是用特殊的电铸技术将 99.9%的纯铜均匀覆盖到低碳钢芯上,使铜与钢芯完全分子结合(如两者结合不密,在通电的情况下,会产生原电池反应,阳极金属铁发生氧化反应变成铁离子流失,反而加快钢芯受蚀)。 具有铜层厚( 0.25毫米以上),粘合度好,不剥离(可轧制螺纹),抗拉强度大(高大 600牛顿/平方毫米), 耐腐蚀性强(可保证使用寿命在 50年以上), 有恒定的低电阻及良好的可塑性, 既有与铜等同的性能又兼有钢材特性。
  
铸铜棒 连接器和钻头 驱动头
1.1 组成安装
 铸铜接地棒配有同轴连接器、驱动头和钻头等配套件。根据不同地质及使用要求可以通过采用 HD-DM型黄铜同轴连接器(连接螺栓)连接,任意增加铸铜接地棒的长度。项端采用HD-DMQ驱动头(连接螺栓)连接,供棒打深时打击使用。末端采用HD-DMZ特制钻头(连接螺栓)连接,以便于将棒打深。 铸铜接地棒配有同轴连接器、驱动头和钻头等配套件。根据不同地质及使用要求可以通过采用 HD-DM型黄铜同轴连接器(连接螺栓)连接,任意增加铸铜接地棒的长度。项端采用HD-DMQ驱动头(连接螺栓)连接,供棒打深时打击使用。末端采用HD-DMZ特制钻头(连接螺栓)连接,以便于将棒打深。
1.2 相关技术参数
序号 |
规格 |
外径( mm ) |
铜层厚度 (mm) |
供货长度 (m) |
备注 |
1 |
HD-DZ12 |
12 |
0.25 |
1.5 |
通过同轴连接器连接可无限延长。 |
2 |
HD-DZ14 |
14.2 |
0.25 |
1.5 |
3 |
HD-DZ16 |
16 |
0.25 |
1.5 |
4 |
HD-DZ17 |
17.2 |
0.25 |
1.5 |
5 |
HD-DZ18 |
18 |
0.25 |
1.5 |
6 |
HD-DZ20 |
20 |
0.25 |
1.5 |
7 |
HD-DZ22 |
22 |
0.25 |
1.5 |
8 |
HD-DZ25 |
25 |
0.25 |
1.5 |
接地棒配套件 :
产品名称 |
产品规格 |
内径螺纹( mm ) |
使用说明 |
同
轴
连
接
器 |
HD-DM12 |
12 |
和 HD-DZ12 的棒与棒之间螺纹连接使用。 |
HD-DM14 |
14.2 |
和 HD-DZ14 的棒与棒之间螺纹连接使用。 |
HD-DM16 |
16 |
和 HD-DZ16 的棒与棒之间螺纹连接使用。 |
HD-DM17 |
17.2 |
和 HD-DZ17 的棒与棒之间螺纹连接使用。 |
HD-DM18 |
18 |
和 HD-DZ18 的棒与棒之间螺纹连接使用。 |
HD-DM20 |
20 |
和 HD-DZ20 的棒与棒之间螺纹连接使用。 |
HD-DM22 |
22 |
和 HD-DZ22 的棒与棒之间螺纹连接使用。 |
HD-DM25 |
25 |
和 HD-DZ25 的棒与棒之间螺纹连接使用。 |
产品名称 |
产品规格 |
内径螺纹( mm ) |
使用说明 |
钻
头 |
HD-DMZ12 |
12 |
供 HD-DZ12 的棒底端钻深使用。 |
HD-DMZ14 |
14.2 |
供 HD-DZ14 的棒底端钻深使用。 |
HD-DMZ16 |
16 |
供 HD-DZ16 的棒底端钻深使用。 |
HD-DMZ17 |
17.2 |
供 HD-DZ17 的棒底端钻深使用。 |
HD-DMZ18 |
18 |
供 HD-DZ18 的棒底端钻深使用。 |
HD-DMZ20 |
20 |
供 HD-DZ20 的棒底端钻深使用。 |
HD-DMZ22 |
22 |
供 HD-DZ22 的棒底端钻深使用。 |
HD-DMZ25 |
25 |
供 HD-DZ25 的棒底端钻深使用。 |
产品名称 |
产品规格 |
内径螺纹( mm ) |
备注 |
驱
动
头 |
HD-DMQ12 |
12 |
供 HD-DZ12 的棒打深时打击使用。 |
HD-DMQ14 |
14.2 |
供 HD-DZ14 的棒打深时打击使用。 |
HD-DMQ16 |
16 |
供 HD-DZ16 的棒打深时打击使用。 |
HD-DMQ17 |
17.2 |
供 HD-DZ17 的棒打深时打击使用。 |
HD-DMQ18 |
18 |
供 HD-DZ18 的棒打深时打击使用。 |
HD-DMQ20 |
20 |
供 HD-DZ20 的棒打深时打击使用。 |
HD-DMQ22 |
22 |
供 HD-DZ22 的棒打深时打击使用。 |
HD-DMQ25 |
25 |
供 HD-DZ25 的棒打深时打击使用。 |
2、热熔接剂

放热熔剂是几种化学物质经铝热反应产生高温,并通过熔模而达到焊接目的的熔接剂,在2500℃-3500℃高温下,将铜和铜、铜和钢等相同或不同金属之间完全熔接,达到真正的分子结合,使接地装置成为永久性的免维护接地装置,该熔接剂获得三项国家专利的产品。经国家电力总公司、武汉高压研究所多次检测均达到检测标准,是国内第一家生产和通过国家检测的高新科技产品。
3 热熔焊接优点
1、熔接点的载流能力与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近于零。这是任何一种传统连接方式无法比拟的。
2、不需外界能源,室内,室外均可操作。
3、不会受到浪涌电流的损伤。试验表明,在短时间大电流的冲击下,导体先于熔焊接头熔化。
4、焊接不会产生腐蚀和松弛。由于是熔合接头,没有接触表面、没有残余应力,接头作为长期导电体是稳定、可靠的。
5、因为是熔融接头,所以其接头与导体是分子上结合。因此具有良好的机械强度,是一种永久性的接头。
6、装备简单、轻便,携带方便,操作方便,无须专业操作人员。
4 熔接操作流程

步骤一:模具干洁后,净导体置入模具,通过预热作一定接触试验。

步骤二:在模具熔炉底放置金属保持垫圈。
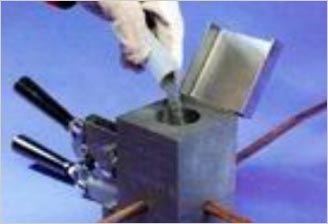
步骤三:倒粉末在熔炉里,在模具边上撒一些初始粉末。

步骤四:关上盖子,从旁边用点火枪点火,在原始粉末上发出火花。

步骤五:在模具内部起到安全的反应。

步骤六:热熔反应完成后,去净模具内的粘附物质。
|